成果信息
該工藝具有高速、高熔敷率,、高質量特征,,與單絲熔化極氬弧焊相比熔敷效率提高200%以上,熱影響區(qū)大小,,焊接變形和缺陷產生概率都大幅度下降,,是目前最為新型的氣體保護焊技術;目前該技術已在軍工高新工程和民產上獲得應用,,其成果已獲國防兵器和國防科技二等獎,,技術水平達到國際先進。)
背景介紹
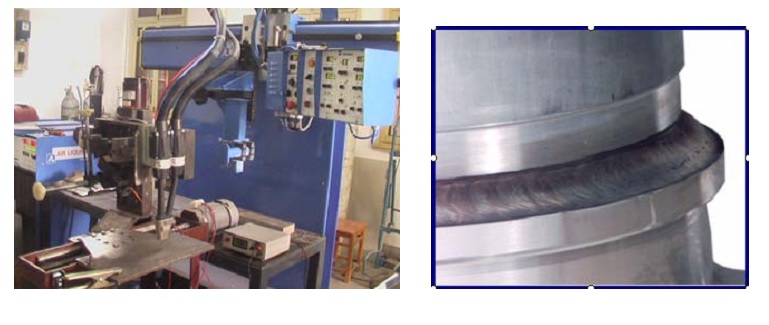
為解決雙絲熔化極氣體保護焊(GMAW)中焊接過程不穩(wěn)定,、焊接效率易波動的問題,,采用高速單片機構成雙微機協(xié)同控制器,分別控制主、從軟開關逆變式脈沖焊接電源,借助現(xiàn)場總線通信協(xié)議,,通過軟件的方式協(xié)調主,、從電源的工作;同時,,采用模糊控制方法對雙絲弧長進行閉環(huán)控制,,從而使主,、從電弧分別獲得頻率一致、峰值相差180°的脈沖電流,,有效減少了電弧之間的干擾,,使焊接過程穩(wěn)定,焊縫成型良好,。實驗結果表明,,數(shù)字化協(xié)同控制靈活性大,,可使雙絲脈沖GMAW過程穩(wěn)定,。)
應用前景
鋁(鋼)自動雙絲氣體保護焊工藝技術,是一種新型脈沖氣體保護焊技術,,可用于各種高強度鋁合金,、不銹鋼、合金鋼,、普低鋼等金屬材料的焊接,,對于薄、中,、厚板結構件均可適用,,尤其適合長直焊縫,市場應用前景較為廣闊,。)
主辦單位: 郴州市科學技術局
技術支持: 長沙諾為信息技術有限公司
郴州市科學技術局版權所有 ICP備案號: 湘ICP備10209074號-33
 公安備案號 :
43110302000213
公安備案號 :
43110302000213