成果信息
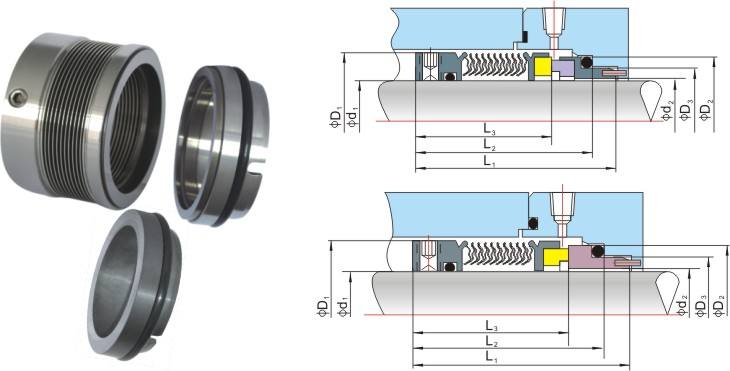
應(yīng)用激光傳感器對焊縫進行實時跟蹤檢測,,將傳感器測得的焊縫數(shù)據(jù)進行坐標(biāo)變換,轉(zhuǎn)換成焊槍運動軌跡坐標(biāo),,并將該坐標(biāo)發(fā)送到運動控制卡完成焊槍動作,,并通過改變回轉(zhuǎn)工作臺的轉(zhuǎn)速和波紋管的直徑,觀察焊槍實時跟蹤焊縫的精確度,。1.自動焊接設(shè)備能夠適應(yīng)直徑600mm~1800mm,,厚度0.29~0.46mm的各種規(guī)格波紋管。2.自動焊接機床實現(xiàn)了連續(xù)焊接,,焊線焊透飽滿,、成型均勻,、無波浪。有效提高了焊接質(zhì)量和生產(chǎn)效率,,降低了工人勞動強度,。3.手工焊接一圈需要耗時十分鐘左右,自動焊接時,,包括輔助時間只需要兩三分鐘,,是手工焊接的五分之一。4.焊縫跟蹤定位系統(tǒng)主要采用激光掃描產(chǎn)品進行焊縫信息采集,,控制焊槍沿工件徑向和軸向的運動。技術(shù)指標(biāo):能夠適應(yīng)直徑600mm~1800mm,,厚度0.29~0.46mm,。)
背景介紹
針對目前我國汽車產(chǎn)業(yè)的發(fā)展需求,沈陽自動化所積極為汽車制造企業(yè)提供成套制造裝備,,在國內(nèi)率先進行了管控一體化的全新裝配線的研究和開發(fā),,在汽車變速箱行業(yè)已完成多條高檔裝配線的設(shè)計、開發(fā)及制造工作,,裝配線已覆蓋卡車,、客車及轎車等汽車三大領(lǐng)域,成功實現(xiàn)使用自有技術(shù)的國產(chǎn)成套設(shè)備替代進口設(shè)備,,為企業(yè)的發(fā)展創(chuàng)造了良好的技術(shù)條件,。)
應(yīng)用前景
該設(shè)備廣泛適應(yīng)于自動焊接機床能夠適應(yīng)直徑600mm~1800mm,厚度0.29~0.46mm的各種規(guī)格波紋管,,具有廣闊的應(yīng)用前景,。)
主辦單位: 郴州市科學(xué)技術(shù)局
技術(shù)支持: 長沙諾為信息技術(shù)有限公司
郴州市科學(xué)技術(shù)局版權(quán)所有 ICP備案號: 湘ICP備10209074號-33
 公安備案號 :
43110302000213
公安備案號 :
43110302000213