成果信息
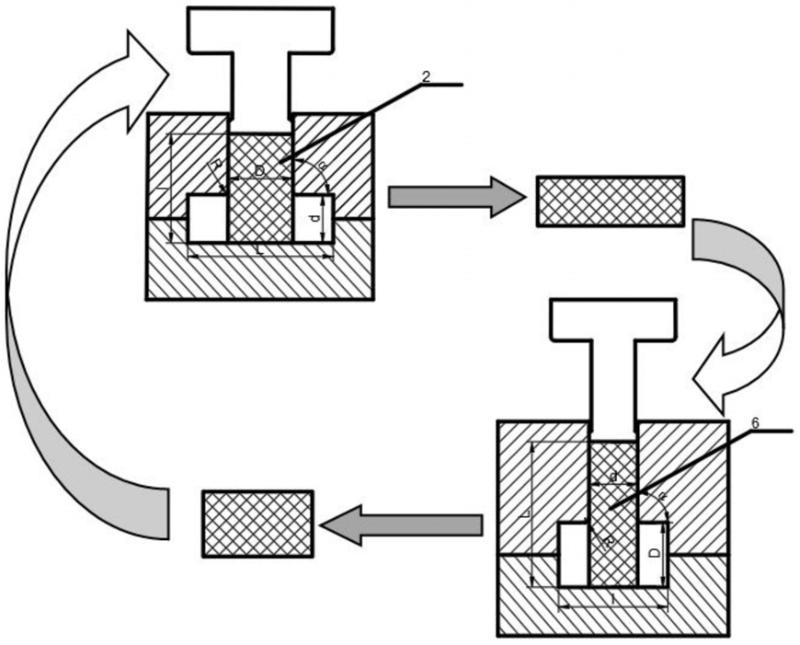
通過在兩套不同的模具中反復(fù)鐓擠鎂合金,,實現(xiàn)大塑性變形。模具型腔控制了鎂合金鐓擠變形量,,變形過程中產(chǎn)生的拉應(yīng)力較小,,防止鎂合金反復(fù)鐓擠過程中發(fā)生彎折、裂紋等缺陷,。反復(fù)鐓擠過程中鎂合金在徑向和軸向反復(fù)的被縮短或伸長,,鎂合金不斷的產(chǎn)生轉(zhuǎn)角剪切變形、膨脹變形和鐓粗變形,,增加累積應(yīng)變,,內(nèi)部產(chǎn)生大且均勻應(yīng)變,發(fā)生多次動態(tài)再結(jié)晶,,同時有效地消除鑄造時形成的內(nèi)部缺陷,。鎂合金加工余量少。 最終可使鎂合金晶粒組織均勻,、細小,,同時織構(gòu)弱化,從而提高鎂合金的綜合力學(xué)性能,,制備出高性能鎂合金,。)
背景介紹
相關(guān)研究表明:擠壓加工時鎂合金坯料受到兩向或三向壓應(yīng)力,,鎂合金表現(xiàn)出良好的塑性變形能力。既能有效地消除鎂合金鑄造時形成的疏松,、孔洞和成分偏析等缺陷,,同時使夾雜、第二相等破碎,,更均勻地分布在基體中,,又能有效的細化鎂合金晶粒組織,從而提高鎂合金的強度和塑形,。等通道擠壓使鎂合金材料產(chǎn)生轉(zhuǎn)角剪切變形,,在一定的變形條件下,能夠使鎂合金開啟非基面滑移系,,產(chǎn)生動態(tài)再結(jié)晶,,使其細化晶粒的同時弱化織構(gòu),進一步的提高鎂合金的綜合力學(xué)性能,,擴大鎂合金的應(yīng)用范圍,。但是在傳統(tǒng)擠壓研究中卻發(fā)現(xiàn)鎂合金樣品組織均勻性難以控制的現(xiàn)象,這不利于鎂合金強度,、塑性以及耐腐蝕性的提高,。當鎂合金進行反復(fù)自由鍛造,由于晶粒受到較大變形會被反復(fù)鐓粗拔長破碎和分散,,改善鎂合金中組織的形狀,,同時也能減少鎂合金力學(xué)性能的各向異性。但自由鍛造余量較大,,鐓粗變形具有一定的極限鐓粗比,,應(yīng)注意控制每次鍛造時的壓下量,劇烈變形容易使鎂合金發(fā)生折疊,、裂紋等缺陷,。由此,本發(fā)明開發(fā)了一種大塑性變形制備高性能鎂合金裝置及制備方法,。)
應(yīng)用前景
/)
主辦單位: 郴州市科學(xué)技術(shù)局
技術(shù)支持: 長沙諾為信息技術(shù)有限公司
郴州市科學(xué)技術(shù)局版權(quán)所有 ICP備案號: 湘ICP備10209074號-33
 公安備案號 :
43110302000213
公安備案號 :
43110302000213